


AN OVERVIEW OF THE DIFFERENT TAP STYLES AND HOW TO APPLY THEM
Holemaking ranks among the most frequently performed of all metalworking operations, and of the countless holes produced each year, many are threaded to accept a screw, stud or bolt. The question then becomes, what’s the best way to go about producing all these screw threads, and what cutting tool should we use?
HAND ME DOWN
Thanks to a man named Albert Kehl, who filed for a patent on his thread-cutting invention in 1914, that tool could very well be the hand tap. Today, hand taps are inexpensive, widely available, and compared to thread mills (their more modern-day alternative), hand taps don’t require any additional special or very expensive equipment. Still, it’s not always clear which of the several styles of hand tap are most effective for a given application.
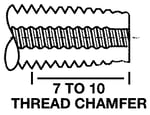
For starters, three chamfer styles exist: taper, plug, and bottoming. All have straight flutes, and all share the same basic shape. The difference lies within the chamfer length—the section of the tap’s business end that does the actual cutting. The chamfered area on a taper tap is approximately nine threads long. Plug taps come in at roughly four threads, while bottoming taps have a chamfer length of only one or two cutting edges.
TAPER CHAMFER STYLE:

PLUG CHAMFER STYLE:


BOTTOMING CHAMFER STYLE:


WHO CARES?
If you’re wondering why this is important, listen up: the longer the chamfer length, the straighter and more freely the tap cuts. As a rule, this translates to better part quality and longer tool life. That doesn’t necessarily mean that taper taps are always the most appealing or most suitable, though; while they're ideal for through holes, most blind holes require threads all the way to the bottom, which in turn calls for—you guessed it—bottoming taps. That said, bottoming taps don't work as well in tougher materials like stainless steel and especially superalloys. In these situations, plug taps offer a nice balance of maximum thread depth and efficient cutting, and is why they are generally more popular than the other two styles.
SPIRALING TO SUCCESS

There's more to the story than thread depth, however. Chip control can be problematic in any tapping operation, particularly in blind holes or in longer through-holes. For the former, spiral flute taps are the best bet, at least in ductile, long-chipping materials. That's because the spiral flutes help to direct chips up and out of the hole, exactly where you want them. Be careful to select the right helix angle, however—as with drills, a "faster" helix is better for soft metals like aluminum and copper, while a slow spiral should be used on the aforementioned superalloys.
GET TO THE POINT

Similarly, spiral point taps are your best bet for through-holes—particularly on thicker materials—as they push the chip forward, ahead of the tap. The spiral point also tends to make the tap freer cutting, a good thing in any material. Unlike hand taps, spiral-fluted taps are most commonly available in bottoming, or modified bottoming (which is a compromise between the bottoming and plug chamfers), and although spiral point taps are also available in bottoming, it’s the plug style chamfer that is much more popular. Regardless of their flute geometry, the plug-style taps are the most versatile.
THE TAP RECAP
This is only the tip of the tapping iceberg. There are also different thread forms, including UNC, UNF, Whitworth, Acme, and STI (screw thread insert) to name a few. Different “H” and “D” limits are available (H limits are on standard “ANSI” threads, while D limits are used for metric “ISO” threads), giving machinists a way to make the thread diameter larger if necessary. There are also thread forming taps, which as their name implies, cold form the thread rather than cutting it. The result? No chip problems, stronger threads, and better tool life—assuming the customer allows you to use them, that is. Some don’t, so always ask.
Travers Tool's technical support team can share best practices and recommendations for a variety of tooling and machining applications. Click on the button below to download the Tapping Right Guide, or contact our Tech Team at 800.234.9985, utilize our website's chat feature, or email tech@travers.com
WAnt to learn more?
We believe the Right Tool Is Everything™, and we strive to share our experience and expertise in an effort to ensure you select the right tool for your application and follow best practices. Download our comprehensive Tapping Right Guide on different tap styles and learn how to best apply them, allowing you to approach your tapping applications more efficiently than ever!
You'll find information on:
- The right hand tap for your application
- Choosing the right tap for the job
- Chip control
- And more!

