

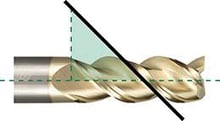
There are many factors that impact the performance of the machining application. Often the helix angle is overlooked. The helix angle controls the angle of the cutting edge entering the workpiece as the tool rotates. The larger the helix angle, the more gradual the entry of the cutting flute. This creates a smoother transition as the cutting flute reaches the desired axial depth of cut.
High vs. low helix angles
High Helix Angles (45° and above) |
Low Helix Angles (40° and below) |
|
More efficient chip evacuation due to increased vertical force |
Allow greater material removal & larger chips |
| Provide a smoother finish | Provide a somewhat rougher finish |
| Higher feed rates are permissible |
Lower feed rate required due to increased radial force |
The pros & cons of High Helix angles
There are benefits to different helix angles as the various angles will produce different results. Higher helix angles can result in reduced tool pressure, better finishes, and less heat buildup. A 45° helix can increase the vertical force of a tool when compared to lower helix angles, which ultimately reduces load on the cutter. The gradual entry of the cutting edge increases the tool’s effectiveness, whether using advanced cutting tool programs in a machining center, or machining manually, as the higher helix angles can be fed at a higher rate.
A higher helix can also help with chip control by ejecting the chips at a steeper angle. Proper chip evacuation can help prevent chip packing or re-cutting of chips, especially in materials where we deliberately try to dissipate the heat on the chip itself. Higher helix angles are normally recommended, and perform well on gummy materials like aluminum, and excel in stainless and heat resistant alloys. However, the larger the helix, the less reinforced strength each cutting edge has. A disadvantage of a high helix is that due to its greater vertical force, it has been known to help pull the end mill out of collet fixturing (however most end mills pulling out of collet fixturing is due to user error or cutting parameters that are too aggressive, or the end mill not being tight enough in the collet).
The pros & cons of LOW Helix angles
Lower helix angles provide better edge strength, which is helpful in harder steels and cast irons. Tools with less than a 40° helix are typically more ideal for roughing applications due to their enhanced strength. Finishing quality, is however, compromised with these tool types, but can be overcome with a finishing cut, using a higher RPM and slower feed, where the tool removes a minimal amount of material. Therefore, low helix tools are better suited for applications requiring heavier cutting, when finish is not a priority.
Variable Helix

Variable helix flutes also exist, where each flute will have a different helix angle, this is very helpful when high efficiency milling. The use of variable helix end mills can greatly reduce the chatter (noise & vibration), that is common in some applications.
Carbide End Mill Helix Angle Overview:
|
Helix Angle |
Recommended Workpiece Material |
Example |
|
0° |
0° end mills are used for short chipping materials, abrasive plastics, epoxy-based synthetic materials, fiberglass, copper, brass, bronze and router set-ups, or on a thin workpiece that may otherwise be pulled upwards. |
 |
|
30° |
30° helix end mills are ideal for steels, cast irons, free machining stainless steels and roughing applications |
 |
|
35°-40° |
Use 35°-40° helix angles for free machining low carbon steels, stainless steels & heat resistant super alloys. |
 |
|
37°-45° |
37°-45° helix end mills are well suited for non-ferrous soft materials such as aluminums, copper, plastics, etc. |
 |
|
60° |
60° helix end mills are ideal for specialty applications for higher feed rates and better finishes. |
 |
|
Variable |
Variable helix end mills are the first choice for production or high-performance machining and for difficult to machine materials, such as stainless steels & heat resistant super alloys (HRSA). |
 |
Different manufacturers will utilize different angles (i.e. 37° vs. 38° for HRSA materials).
* Utilize a higher helix angle for free machining stainless steels and materials with lower machinability rate (more difficult to machine) such as Inconel, titanium, A286, etc.
Summary
Using a higher helix when not necessary can reduce tool life; and using too low a helix angle when unnecessary can create chattering and poor finishes. Therefore, a machinist must consider the helix angle of the cutting tool they use and how it can impact the efficiency of their application and the finish achieved.
WAnt to learn more?
We believe the Right Tool Is Everything™, and we strive to share our experience and expertise in an effort to ensure you select the right tool for your application, every time. Download our Fundamentals Of End Mills Guide and learn the pros and cons of varying helix angles, coatings, tool materials and more, so you can confidently select the end mill that best meets your needs and suits your application.
You'll find information on:
- Differentiating end mill types
- Selecting the right tool material and coating for your milling application
- Choosing the right number of flutes for your needs
- When to select a high, low, or variable helix angle
- Selection tips from our expert technical support team

